.png)
400-8054351
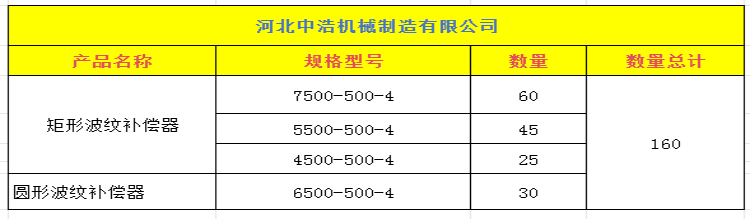
波纹补偿器发货邯郸钢铁集团
尊敬的李经理,感谢您对河北中浩 产品信任与选择。很高兴通知您,您在河北中浩订购的波纹补偿器产品, 已经完成生产、检验、包装等全部工作,请您做好收货准备,到货后及时查验。
中浩机械对金属波纹补偿器焊接工艺有着严格控制,焊接人员配备精耕焊工资格证上岗,遵循严格焊接方法与参数调整,对不同材质补偿器采用差异化焊接工艺,碳钢材质使用焊条电弧焊,选用出众焊条,电流控制在80-120A,温度≤300℃,避免过热导致焊瘤变大等问题,产品满足鱼纹焊缝平整。而不锈钢材质补偿器则使用氩弧焊,选用不锈钢焊丝,电流控制早60-100A,焊道宽度≤3倍焊丝直径,防止氧化变色,焊缝表面不得呈黑色。焊缝质量有严格要求,焊缝要求全熔透,高度差≤2MM,错边量≤0.1倍板材厚度,焊后进行渗透检测,重点检查波纹与法兰和接管焊接的角焊缝,不允许有气孔、焊渣等,未焊透地方需要再次返修热处理。

组装波纹补偿器时注意组装整体精度要求法兰面与波纹轴线垂直度偏差≤1MM,法兰螺栓孔位置公差≤1MM,确使安装现场不出现偏差,导流筒与波纹内侧间隙≥5MM,避免位移时出现摩擦磨损,且导流筒长度覆盖覆盖波纹长度,减少介质对波纹直接磨损。限位装置安装需注意,横向角向波纹补偿器需加装拉杆、铰链,控制阙值值位移量不大于设计值1.2倍,拉杆松紧度需控制在力矩偏差
≤5%,防止偏载。

联系我们
河北中浩机械制造有限公司
咨询热线:4008054351
网 址:www.hbzhjxzz.com
联系电话:
18632750699(微信同步)
13343270064(微信同步)
18632750799
(微信同步)
13343271054(微信同步)
销售一部:
0317-8300632
销售二部:0317-8300612
销售三部:0317-8300672
销售四部:0317-8300692
售后电话:13483834056
技术咨询:17717733210
公司传真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨询热线:4008054351
网 址:www.hbzhjxzz.com
E - mail:
btzhonghao@163.com
地 址:河北省沧州市泊头市齐桥镇李楼村(廊泊路西侧)
公司名称:河北中浩机械制造有限公司 公司地址:河北省沧州市泊头市齐桥镇李楼村(廊泊路西侧) 电话:0317-8300632 8300612 8300672 8300692 传真:0317-8300692 手机: 13343270064 13343271054 18632750799 18632750699 网站网址:http://www.hbzhjxzz.com 冀ICP备19005587号-2
河北中浩机械制造有限公司 2011(C)版权所有 并对网站所有内容保留解释权

PowerBy:速贝·网搜宝 网站建设:中科四方 技术支持:速贝
冀公网安备13098102000347号