法兰补偿器|法兰伸缩节|法兰管道软连接-法兰补偿器如何减小法兰下差范围?-河北中浩机械制造有限公司
.png)
400-8054351
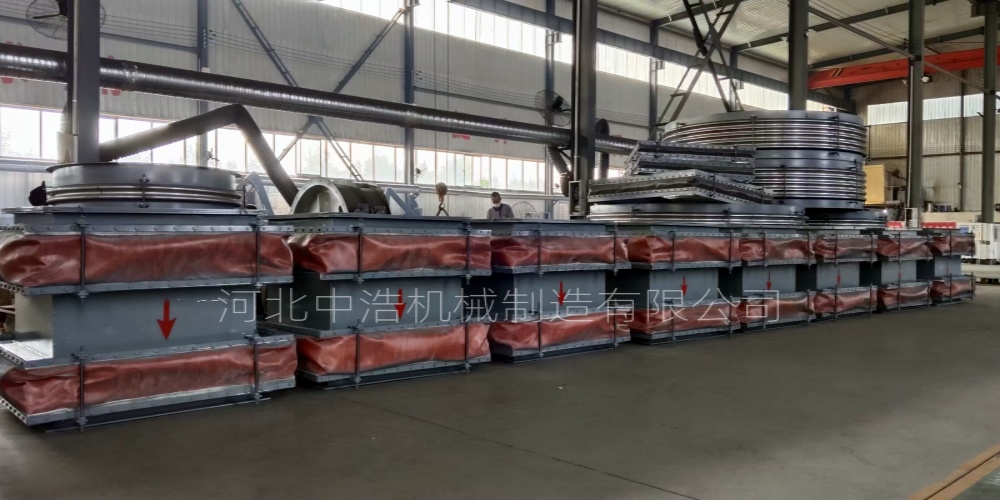
法兰补偿器如何减小法兰下差范围?
法兰连接补偿器法兰下差范围是关键,需要综合设计、加工、安装、检验等多方面因素,也是避免泄露关键。设计阶段应注意根据不同参数标准选择,注意公差标注,加工制造注意材料选择和加工工艺优化以及加工过程检验,还要关注安装过程以及后期的检验验收和常规问题处理。

河北中浩机械 在法兰选择方面严格按照工况条件包括压力、温度、介质等,选择符合国际国内标标准法兰,明确法兰尺寸、公差、及允许偏差范围。图纸中明确关键尺寸公差要求(如法兰厚度、螺栓孔位置大小、密封面平面度等),避免加工加工时因理解偏差导致误差。加工制造上注意材料稳定性控制和加工工艺优化以及加工过程检验,材料主要用变形小、热膨胀系数低的碳钢或不锈钢,避免热处理或焊接变形。加工工艺使用高精度数控机床,确使法兰精度,采用分阶段加工,粗加工后留有余量,时效处理应力,在精加工大于终尺寸,密封面加工后精度检测,再经打磨师傅精细经验和抛光。加工过程每道工序采用卡尺、千分尺、坐标测量仪检测关键尺寸,及时修正偏差。注意安装过程控制,法兰对中调整,使用激光中仪检测法兰两端轴度和平行度,调整管道支架或垫片厚度修正偏差,法兰间隙均匀。螺栓紧固顺序要分次拧紧均匀受力,避免过度拧紧导致法兰变形,垫片选择合适金属缠绕垫片或石墨垫片,根据法兰间隙要求,避免垫片压缩不足或过量导致泄露。
验收与检验使用塞尺检查间隙,卡尺测量螺栓孔距,平面度量仪测量密封面平整度,安装后进行气压水压试验确实密封性而无泄漏。定期监测法兰连接处是否泄漏,更换老化垫片或紧固松动螺栓。高低温环境考虑材料热膨胀预留补偿量。常见特殊情况处理,法兰变形,加工前采用分段焊接,安装后局部加热矫正。运输过程密封面损伤轻微砂纸打磨,严重返厂修复。





联系我们
河北中浩机械制造有限公司
咨询热线:4008054351
网 址:www.hbzhjxzz.com
联系电话:
18632750699(微信同步)
13343270064(微信同步)
18632750799
(微信同步)
13343271054(微信同步)
销售一部:
0317-8300632
销售二部:0317-8300612
销售三部:0317-8300672
销售四部:0317-8300692
售后电话:13483834056
技术咨询:17717733210
公司传真:0317-8300692
Q Q:1245813405
420680132
983710403420680132
咨询热线:4008054351
网 址:www.hbzhjxzz.com
E - mail:
btzhonghao@163.com
地 址:河北省沧州市泊头市齐桥镇李楼村(廊泊路西侧)
公司名称:河北中浩机械制造有限公司 公司地址:河北省沧州市泊头市齐桥镇李楼村(廊泊路西侧) 电话:0317-8300632 8300612 8300672 8300692 传真:0317-8300692 手机: 13343270064 13343271054 18632750799 18632750699 网站网址:http://www.hbzhjxzz.com 冀ICP备19005587号-2
河北中浩机械制造有限公司 2011(C)版权所有 并对网站所有内容保留解释权

PowerBy:速贝·网搜宝 网站建设:中科四方 技术支持:速贝
冀公网安备13098102000347号